













主要失效形成:早期脆断---裂纹源发生在型腔应力集中底角;热疲劳裂纹产生在激冷激热最剧烈的型腔凸台边缘部位。
其次为型腔软塌、塑性变形及磨损等早期失效。
试验表明,选用4Cr2NiMoV钢新型热作模具电渣钢经改锻后进行复合强化热处理,其使用寿命为4~5万件,提高9~10倍,有显著技术经济效益。
4Cr2NiMo电渣钢的锻造。
电渣钢具有纯洁度高,杂质少,化学成分与组织均匀,晶粒细等向性能与锻造性能好等特点。
首先将电渣钢锭开坯轧制成ф80~ф100mm圆钢,下料取锻造比≤2~3。锻造不仅获得所需锻坯形状尺寸,更主要的是改善组织性能,尤其细化心部组织,因模具型腔正处于心部,促使材料纵向力学性能与横向性能基本一致。
采用轻----重----轻锻造法。
坯料低温入炉,二级预热,一级预热550~650℃,保温1.5~2.0h,二级预热温度850~900℃,保温2min/mm,预热保温后逐渐向高温区递进,缓慢升温与至1120~1150℃,保温1.0~1.5min/mm.锻坯加热过程应均匀、充分透烧、勤翻动、勤掉头,严防出现"表熟里生、里熟表生、阴阳面、两头黑中间白"等"夹生"加热缺陷。
始锻温度1070~1100℃,轻锤慢打,小锻造比,少变形量,镦粗、拔长、锻六万、滚圆为主,避免重击、连击,防因组织过热而锻裂。
中间温度1000~1070℃是锻造最佳时机,锻坯塑性好,不易过热,应加大锻造比,加大变形量,可重击、连击,尽量锻透,改善内部组织。
接近终锻温度900~1000℃,因温度低,塑性差,锻造变形拉力大,应轻锤慢打,小锻造比,少变形量,防锻裂。
经四镦四拔双十字形变向锻造,最后使锻造纤维组织围绕型腔分布,达到优质锻坯技术条件。
锻坯缓冷后进行球化退火,锻坯在电炉加热,低温入炉,随炉升温至810~820℃,保温3~4h,保温后随炉冷至≤400℃以下出炉空冷,获得球状珠光体组织,硬度HB160~180,既是最终淬火的理想预处理组织,又有良好冷切削加工性能。
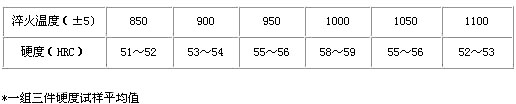
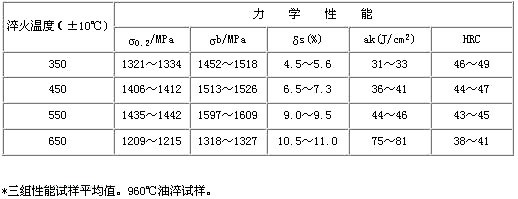
1 复合强化处理工艺性能试验

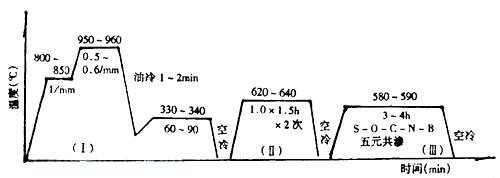
2 复合强化热处理工艺
3 新工艺分析
(Ⅰ)马氏体/下贝氏体强韧化处理 上述试验表明,选用950~960℃淬火加热温度能使合金碳化物和合金元素较充分溶入奥氏体中,使奥氏体充分合金化,保持9.0~9.5级较细奥氏体晶粒。
淬火加热是在经充分脱氧的50%BaCl2+50%NaCl中性盐浴炉中进行。加热保温后油冷1~2min后转入50%NaNO3+50%KNO3双硝盐浴等温60~90min,获得隐晶马氏体+20%下贝氏体双相组织,下贝氏体有较高强度与韧性配合。
(Ⅱ)多次高温回火 热锻模淬火后在620~640OC×1.0~1.5h×2次高温回火,获得所需基体组织与性能。
在高温回火冷却过程中析出弥散细小Cr7C3、MoC、V4C3和VC产生沉淀强化,发生二次硬化作用,有较高强韧性、耐磨性。
淬火后及时回火,消除淬火应力,防止应力扩展;较长时间回火,提高抗断裂韧性;多次高温回火,促使淬火残余奥氏体充分转变,稳定组织,稳定尺寸;合理选择回火温度,得到所需组织与性能、高强韧性基体,基体硬度HRC39~41。
(Ⅲ)S-O-C-N-B 五元共渗透 五元共渗可大幅度提高模具表面渗层硬度、耐磨性、红硬性、抗疲劳、抗粘结、抗咬合、抗腐蚀、抗擦伤和抗剥落等性能。
共渗温度580~590OC×3~4h,同时起到第三次回火作用。五元共渗在滴注式气体密封井式炉中进生,炉压控制在13.42~14.40PaH2O柱。
共渗剂配方:100mlHCONH2+1400mlH2O+500g(NH2)CO+15gH3BO3+108(NH2)CS。
共渗温度下,各渗剂主
要化学反应式:
4HCONH2→4[N]+2[C]+4H2+2CO;
(NH2)CO→CO+2H2+2[N],
2CO→CO2+[C];
2H3BO3→B2O3+3H2O,
B2O3→3[C]+2[B]+3[O];
(NH2)CS→2[N]+[S]+[C]+2H2;
H2O→[O]+H2。
上式化学反应产生的活性[S]、[O]、[C]、[N]、[B]原子被金属表面吸收并向金属内部扩散,形成五元共渗层组织。
最表层由FeS、Fe3O4、Fe3BO4组成,厚约1~3μm,质软,起固体润滑剂作用,降低摩擦系数;次表层主要由Fe3N和ε相组成,厚约4~6μm,锒嵌着高硬度弥散"C"、"N"化合物,硬度Hv1120~1160,具有高耐磨性;再往内为扩散层,厚约0.45~0.55mm,分布着大量"C"、"N"、"B"合金化合物弥散颗粒和"N"化合物等弥散强化相和含"C"、"N"马氏体硬化层,硬度较高Hv950~1100,耐磨性好,磨损抗力强。
化合物层、扩散层与基体结合牢固,抗剥落性强,表硬内刚,赋予尖咀钳热模高寿命。
推广应用新型4Cr2NiMoV电渣钢复合强化处理新技术,有显著技术经济效益。
(Ⅰ)马氏体/下贝氏体强韧化处理 上述试验表明,选用950~960℃淬火加热温度能使合金碳化物和合金元素较充分溶入奥氏体中,使奥氏体充分合金化,保持9.0~9.5级较细奥氏体晶粒。
淬火加热是在经充分脱氧的50%BaCl2+50%NaCl中性盐浴炉中进行。加热保温后油冷1~2min后转入50%NaNO3+50%KNO3双硝盐浴等温60~90min,获得隐晶马氏体+20%下贝氏体双相组织,下贝氏体有较高强度与韧性配合。
(Ⅱ)多次高温回火 热锻模淬火后在620~640OC×1.0~1.5h×2次高温回火,获得所需基体组织与性能。
在高温回火冷却过程中析出弥散细小Cr7C3、MoC、V4C3和VC产生沉淀强化,发生二次硬化作用,有较高强韧性、耐磨性。
淬火后及时回火,消除淬火应力,防止应力扩展;较长时间回火,提高抗断裂韧性;多次高温回火,促使淬火残余奥氏体充分转变,稳定组织,稳定尺寸;合理选择回火温度,得到所需组织与性能、高强韧性基体,基体硬度HRC39~41。
(Ⅲ)S-O-C-N-B 五元共渗透 五元共渗可大幅度提高模具表面渗层硬度、耐磨性、红硬性、抗疲劳、抗粘结、抗咬合、抗腐蚀、抗擦伤和抗剥落等性能。
共渗温度580~590OC×3~4h,同时起到第三次回火作用。五元共渗在滴注式气体密封井式炉中进生,炉压控制在13.42~14.40PaH2O柱。
共渗剂配方:100mlHCONH2+1400mlH2O+500g(NH2)CO+15gH3BO3+108(NH2)CS。
共渗温度下,各渗剂主
要化学反应式:
4HCONH2→4[N]+2[C]+4H2+2CO;
(NH2)CO→CO+2H2+2[N],
2CO→CO2+[C];
2H3BO3→B2O3+3H2O,
B2O3→3[C]+2[B]+3[O];
(NH2)CS→2[N]+[S]+[C]+2H2;
H2O→[O]+H2。
上式化学反应产生的活性[S]、[O]、[C]、[N]、[B]原子被金属表面吸收并向金属内部扩散,形成五元共渗层组织。
最表层由FeS、Fe3O4、Fe3BO4组成,厚约1~3μm,质软,起固体润滑剂作用,降低摩擦系数;次表层主要由Fe3N和ε相组成,厚约4~6μm,锒嵌着高硬度弥散"C"、"N"化合物,硬度Hv1120~1160,具有高耐磨性;再往内为扩散层,厚约0.45~0.55mm,分布着大量"C"、"N"、"B"合金化合物弥散颗粒和"N"化合物等弥散强化相和含"C"、"N"马氏体硬化层,硬度较高Hv950~1100,耐磨性好,磨损抗力强。
化合物层、扩散层与基体结合牢固,抗剥落性强,表硬内刚,赋予尖咀钳热模高寿命。
推广应用新型4Cr2NiMoV电渣钢复合强化处理新技术,有显著技术经济效益。
